Tesouras hidráulicas, como qualquer outro equipamento, pode apresentar vários problemas que podem afetar seu desempenho e eficiência. Aqui estão alguns problemas comuns relacionados a tesouras hidráulicas:
Índice
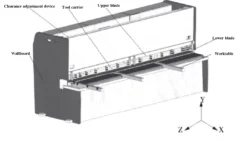
Tesoura hidráulica ajusta o comprimento das costas:
Para o ajuste do comprimento das Tesouras Hidráulicas, as etapas operacionais específicas são as seguintes:
- Primeiro, você precisa remover a lâmina e limpá-la. Como a lâmina pode ser usada em quatro lados, você precisa escolher um lado melhor para a instalação. Além disso, verifique a retidão horizontal e vertical da lâmina.
- A lâmina inferior pode ser ajustada, mas a chave para o ajuste está na lâmina superior. A lâmina superior geralmente é fixa, então precisamos ajustar a folga da lâmina das tesouras hidráulicas ajustando a lâmina inferior.
- Para ajustar o comprimento fixo do gatilho, precisamos encontrar os dois parafusos à esquerda e à direita da lâmina inferior que alargam a abertura, e os parafusos de fixação que empurram a lâmina inferior para estreitar a abertura. Esses parafusos geralmente estão localizados na parte interna, enquanto a porca de backup de travamento da lâmina superior está na parte externa.
- Solte os quatro parafusos esquerdo e direito na mesa da lâmina inferior e, em seguida, gire manualmente a lâmina superior para a altura de corte apropriada. O operador inicia o ajuste na área de corte da máquina de corte.
- Use um calibrador de lâminas para fazer um ajuste aproximado de 0,5 mm começando pelas partes não engatadas das lâminas superior e inferior da sua mão esquerda. Em seguida, gire manualmente a lâmina para cima até a posição do meio e continue o ajuste aproximado para 0,5 mm. Finalmente, gire manualmente a lâmina para cima até a posição onde as lâminas superior e inferior não estão desengatadas no lado direito, e também ajuste-a aproximadamente para 0,5 mm.
- Após os passos acima, podemos obter um tamanho de corte preliminar. Em seguida, precisamos fazer ajustes precisos nesse tamanho. Isso pode ser alcançado repetindo o processo dos passos 5 e 6.
Deve-se notar que ao ajustar o comprimento da máquina de corte, os fatores da ferramenta e do material da chapa de aço devem ser levados em consideração, e os ajustes devem ser feitos em uma base razoável. Uma vez que os ajustes sejam concluídos, as configurações devem ser salvas para evitar confusão ao ajustar novamente.
Como ajustar os parâmetros da máquina de corte CNC
Entre no Tesoura hidráulica CNC interface:
Pressione o botão "Abrir/Fechar" no painel da máquina de corte CNC para entrar na interface de operação.
Entre na interface de configuração de contagem:
Selecione "Configurações de contagem" na interface de operação.
Ajuste o valor da contagem:
Verifique o valor de contagem atual na interface de configuração de contagem.
Use os botões "Para cima/Para baixo" para aumentar ou diminuir o valor da contagem.
Após a conclusão do ajuste, pressione o botão "OK" para salvar o novo valor.
Verifique o valor da contagem:
Ao cortar materiais metálicos, verifique se o valor de contagem no visor foi atualizado e está conforme o esperado.
Além disso, há outros parâmetros da máquina de corte CNC que podem ser ajustados, incluindo:
Configuração de tensão: Ajuste a tensão de acordo com a espessura e a dureza do material para garantir precisão e efeito de cisalhamento.
Ajuste do ângulo de corte: defina diferentes ângulos de corte de acordo com as necessidades para obter diferentes efeitos de corte.
Configuração da folga da lâmina da faca: Ajuste razoavelmente a folga do fio da faca para melhorar a qualidade do corte.
Configurações de backcut: Ajuste a profundidade e o ângulo do corte com base nas propriedades do material.
Configurações de cama: Adicione uma camada de base apropriada para proteger o fio de corte e o material durante o corte.
Configuração do comprimento de corte: Ajuste o comprimento de corte de acordo com as necessidades específicas.
Configurações de automação: Configure o grau de automação em sua máquina de corte hidráulica CNC para melhorar a eficiência e a qualidade do corte.
Observe que os métodos de ajuste e precauções específicos podem variar dependendo do modelo do dispositivo e do ambiente de uso. É recomendável consultar o manual do dispositivo ou fazer ajustes sob a orientação de profissionais.

Como ajustar o desvio do tamanho de cisalhamento das tesouras hidráulicas
- O defletor traseiro e a faca inferior não são paralelos.
- O valor real é inconsistente com o valor programado e precisa ser compensado ou corrigido no sistema.
- Causado por alterações na retidão do backsplash: há desvios no tamanho do corte em diferentes locais da bancada.
- Causado pelo posicionamento não perpendicular do posicionamento lateral e da faca inferior: a faca de corte não consegue cortar a chapa de aço verticalmente.
Se o tamanho da máquina de corte não for permitido, tente as seguintes soluções:
- Ajuste o paralelismo entre o defletor traseiro e a faca inferior.
- Compense ou corrija o ponto de referência do eixo X na interface de operação.
- Ajuste a retidão do para-lama traseiro, mas tenha cuidado, confirme repetidamente e somente pessoas experientes podem ajustá-lo.
- Corrija a perpendicularidade entre o posicionamento lateral e a porta traseira.
Ao abordar esses problemas comuns proativamente e implementar medidas de manutenção preventiva, você pode garantir o desempenho ideal e a longevidade da sua máquina de corte hidráulica.